Montage- und Demontageverfahren für gängige Wälzlager
WälzlagerLager sind die Kernkomponenten mechanischer Anlagen, und die Qualität ihrer Montage und Demontage beeinflusst unmittelbar die Betriebsgenauigkeit, Stabilität und Lebensdauer der Anlagen. Durch sachgemäße Handhabung lassen sich Probleme wie Lagerverformungen und Beschädigungen der Laufbahnen vermeiden und somit das Ausfallrisiko der Anlagen reduzieren. Dieser Artikel bietet eine detaillierte Einführung in die Montage- und Demontagemethoden gängiger Lager.Wälzlager, zusammen mit spezifischen operativen Richtlinien.
1. Einbauverfahren und Funktionsweise des Wälzlagers
Vor der Installation sind drei vorbereitende Schritte erforderlich: Zunächst muss überprüft werden, ob dieLagerDas Modell wird auf die Einhaltung der Konstruktionsvorgaben geprüft, indem Oberflächenfehler wie Rost oder Kratzer identifiziert und der Innen- bzw. Außenring gedreht wird, um einen reibungslosen Lauf ohne Klemmen zu gewährleisten. Anschließend werden Wellenzapfen, Lagergehäusebohrung und Montagewerkzeuge von Öl, Metallspänen und anderen Verunreinigungen gereinigt. Danach werden die benötigten Werkzeuge wie Hämmer, Kupferstangen, Hülsen, Heizgeräte (z. B. Ölbadöfen) und Mikrometer entsprechend den Lagerabmessungen und Montageanforderungen bereitgestellt.
1. Kaltmontageverfahren: geeignet für kleine Lager mit einem Innendurchmesser ≤ 50 mm
Diese Methode kommt ohne Erhitzen aus und erfolgt durch direkte Krafteinwirkung mit Werkzeugen. Vorgehensweise: 1. Das Lager glatt auf den Wellenzapfen aufsetzen und sicherstellen, dass seine Stirnfläche bündig mit der Schulter abschließt. 2. Eine Hülse mit einem Innendurchmesser, der etwas größer als der Wellendurchmesser und einem Außendurchmesser, der etwas kleiner als der Außenring des Lagers ist, einsetzen. Dabei direkten Aufprall auf den Außenring vermeiden. 3. Gleichmäßige Hammerschläge auf die Stirnfläche der Hülse ausführen und dabei die Position des Lagers überwachen, bis die vollständige Ausrichtung mit der Wellenschulter erreicht ist. 4. Das Lager nach der Montage von Hand drehen, um einen reibungslosen Lauf ohne Widerstand zu prüfen.

Abbildung 1: Schematische Darstellung der Montage des Kaltmontagewerkzeugs und der Lagermontage
2. Heißmontageverfahren: geeignet für mittlere und große Lager mit einem Innendurchmesser > 50 mm
Nutzen Sie die Prinzipien der Wärmeausdehnung und -kontraktion, um die Innenringbohrung desLagerDadurch wird der Einbauwiderstand verringert. Vorgehensweise: Tauchen Sie das Lager in sauberes Transformatorenöl oder spezielles Lagerheizöl ein und achten Sie auf vollständiges Eintauchen mit einem Mindestabstand von 50 mm zum Behälterboden, um ungleichmäßigen Wärmekontakt zu vermeiden. Halten Sie die Temperatur bei 80–100 °C (maximal 120 °C) und überwachen Sie diese kontinuierlich mit einem Thermometer. Die 20–40-minütige Heizphase gewährleistet eine gleichmäßige Temperaturverteilung über Innen- und Außenring. Wischen Sie nach dem Entnehmen sofort Oberflächenverunreinigungen mit einem sauberen Baumwolltuch ab. Richten Sie das Lager am Wellenhals aus und setzen Sie es zügig ein. Klopfen Sie mit einem Kupferstab auf die Stirnfläche des Innenrings, bis der korrekte Schulterkontakt hergestellt ist. Das Lager zieht sich beim Abkühlen zusammen und bildet eine dichte Abdichtung am Wellenhals. Überprüfen Sie nach dem Abkühlen die Drehbarkeit erneut.
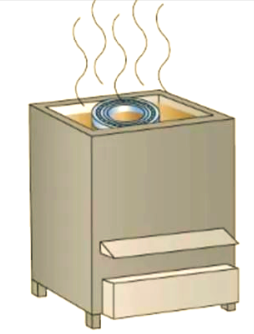
Abbildung 2: Schematische Darstellung der Funktionsweise des Ölbadheizgeräts
3. Montage des Lagergehäuses: für die Szene des Zusammenwirkens von Außenring und Lagergehäuse
Bei Presspassung zwischen Lageraußenring und Gehäuse den Außenring mit Schmiermittel bestreichen und durch gleichmäßiges Klopfen der Stirnfläche mit einer Hülse montieren. Bei Spielpassung das Lager einfach in die Gehäusebohrung einsetzen und darauf achten, dass der Außenring mit der Zentrierstufe fluchtet. Nach der Montage den Rundlauf und die axiale Bewegung mit einem Mikrometer messen. Die Abweichungen müssen den Präzisionsanforderungen des Geräts entsprechen.

Abbildung 3: Schematische Darstellung der Lagergehäuseinstallation und Präzisionsprüfung
2. Demontageverfahren und FunktionsweiseWälzlager
Vor der Demontage das Lager und seine Umgebung reinigen und die Einbaulage sowie die Ausrichtung des Lagers notieren, um Fehler beim Zusammenbau zu vermeiden. Geeignete Demontagewerkzeuge wie Abzieher, Demontagewerkzeuge, Heizgeräte oder Hydrauliksysteme entsprechend der Einbaumethode des Lagers auswählen.
1. Rama-Demontagemethode: die gebräuchlichste Demontagemethode, geeignet für Lager mit freiliegenden Wellenenden
Wählen Sie einen Abzieher mit passenden Spezifikationen, um sicherzustellen, dass seine Klauen den Innenring des Lagers sicher greifen und Verformungen durch Kontakt mit dem Außenring verhindern. Richten Sie die Spitze der Gewindestange auf die Wellenmitte aus und drehen Sie die Stange langsam, um die Kraft gleichmäßig auf die Klauen zu verteilen und das Lager leicht zu entfernen. Bei festsitzenden Lagern tragen Sie etwas Schmiermittel auf den Innenring auf oder erwärmen Sie ihn kurz mit einem Heißluftfön (Temperatur ≤ 100 °C). Durch die thermische Ausdehnung und Kontraktion wird die Schwergängigkeit vor der Demontage verringert.

Abbildung 4: Schematische Darstellung der Lagerdemontage
2. Klopf- und Demontageverfahren: geeignet für kleine und Spiellager
Drücken Sie mit einem Kupferstab oder einem weichen Material gegen die Stirnfläche des Lagerinnenrings und klopfen Sie gleichmäßig um den Umfang. Wenden Sie dabei mäßigen Druck an, um Beschädigungen am Wellenzapfen oder Lager zu vermeiden. Befindet sich das Lager am Wellenende, fixieren Sie die Welle und klopfen Sie mit einem Hammer direkt auf das Ende. Nutzen Sie den Gegendruck, um das Lager zu entfernen. Bei Lagern im mittleren Bereich der Welle richten Sie den Kraftangriffspunkt vor dem Klopfen an der Lagerhülse aus.

Abbildung 5: Schematische Darstellung der Kraftangriffspunkte und Bedienungshinweise für die Klopf- und Demontagemethode
2. Hydraulisches Demontageverfahren: geeignet für große und große Presslager
Sobald die Hydraulikölbohrung am Wellenende voreingestellt ist, wird das Hydraulikgerät an die Ölbohrung angeschlossen und langsam Hochdrucköl eingespritzt, um einen Spalt zwischen der Welle und dem Innenring des Lagers zu erzeugen. Gleichzeitig wird ein Abzieher verwendet, um das Lager schonend zu entfernen. Dieses Verfahren reduziert effektiv Beschädigungen an Welle und Lager und gewährleistet die Wiederverwendbarkeit der Komponenten.

Abbildung 6: Schematische Darstellung des Anschluss- und Funktionsprozesses der hydraulischen Demontagevorrichtung
III. Vorsichtsmaßnahmen
Bei der Montage und Demontage dürfen Wälzkörper oder Käfige von Lagern niemals direkt mit Hämmern getroffen werden, um schwere Beschädigungen zu vermeiden. Verwenden Sie beim Erhitzen der Lager spezielle Schmierstoffe, um Verunreinigungen zu verhindern. Reinigen und prüfen Sie die Lager nach der Demontage gründlich. Ersetzen Sie Lager mit Verschleiß, Rissen oder anderen Defekten umgehend. Die strikte Einhaltung standardisierter Verfahren ist unerlässlich für den stabilen Betrieb von Lagern und Anlagen. Alle Prozessvorgaben müssen unbedingt befolgt werden.
Die fachgerechte Montage und Demontage von Wälzlagern ist entscheidend für die Zuverlässigkeit der Anlagen, die Senkung der Wartungskosten und die Verlängerung der Lebensdauer. Durch die Anwendung korrekter Verfahren, die Auswahl geeigneter Werkzeuge und die Einhaltung strikter Betriebsvorschriften können Unternehmen das Risiko von mechanischen Ausfällen und Leistungseinbußen deutlich minimieren.
Als vertrauenswürdiger Lieferant von hochpräzisenLagerLösungenTPbietet eine breite Produktpalette und technischen Support, der auf verschiedene Bedürfnisse zugeschnitten ist.industrielle AnwendungenDank fortschrittlicher Fertigungstechnologien, strengem Qualitätsmanagement und kundenorientierter Ausrichtung unterstützt TP seine globalen Partner dabei, höhere Effizienz, geringere Ausfallraten und langfristige Betriebsstabilität zu erreichen. Für weitere Informationen oder technische Beratung wenden Sie sich bitte an uns.Kontakt TP.
Veröffentlichungsdatum: 02.12.2025



